Trusted Heat Transfer Solutions for Demanding Industries
Omeel Coils manufactures high-performance Shell & Tube Heat Exchangers designed for industries where thermal efficiency, durability, and operational continuity are critical.
Built through disciplined engineering and controlled manufacturing processes, our solutions are configured according to real duty conditions, pressure requirements, temperature ranges, fluid compatibility, and plant operating demands.
Whether for a new project or urgent replacement requirement, we deliver solutions built around application needs, not approximation.
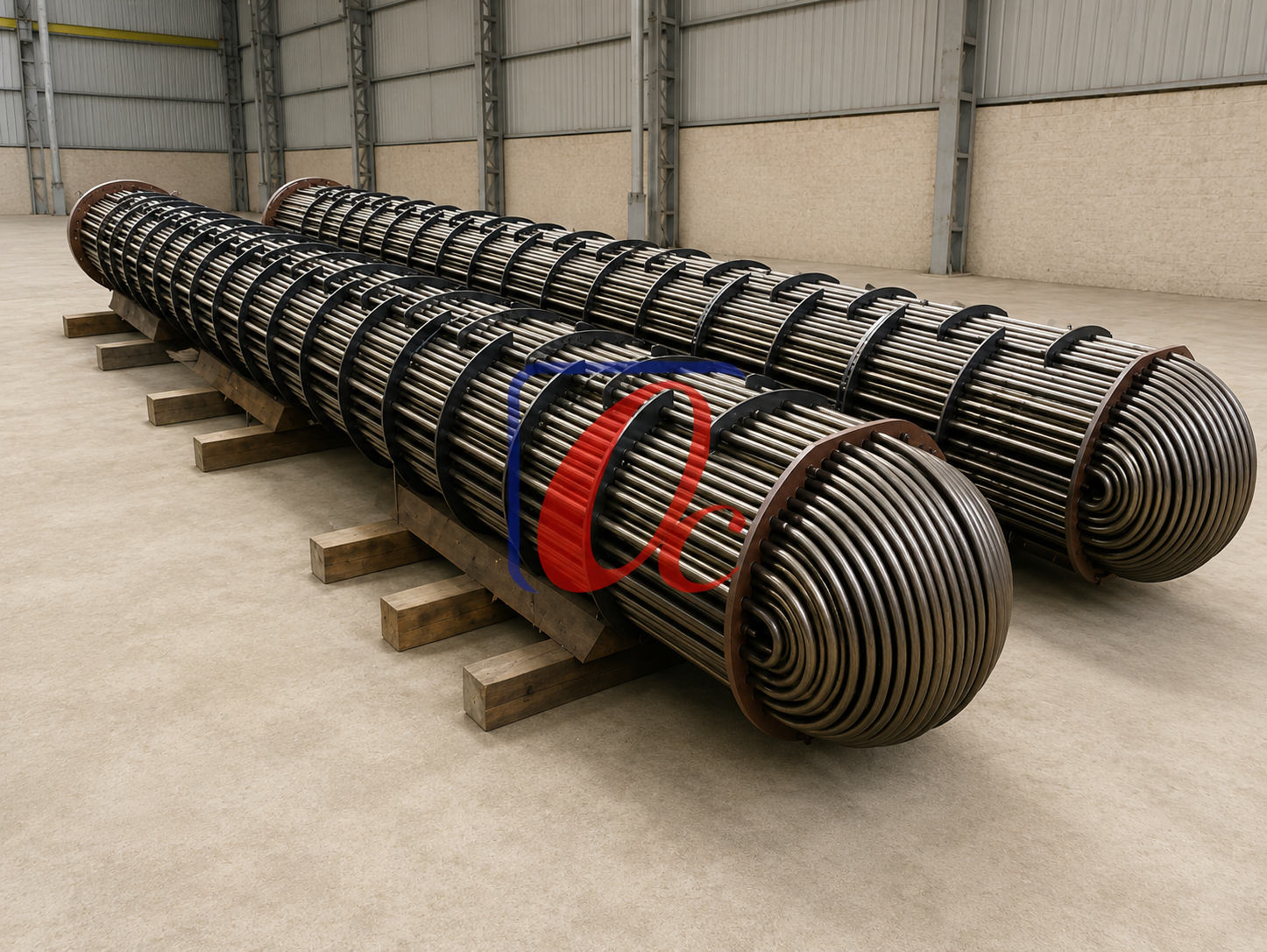
How a Shell & Tube Heat Exchanger Works
A Shell & Tube Heat Exchanger consists of a bundle of tubes enclosed within an outer shell. One fluid flows through the tubes while another flows through the shell side, allowing efficient heat transfer between the two media without direct mixing.
This proven design is widely used for industrial cooling, heating, condensation, evaporation, and fluid temperature control.
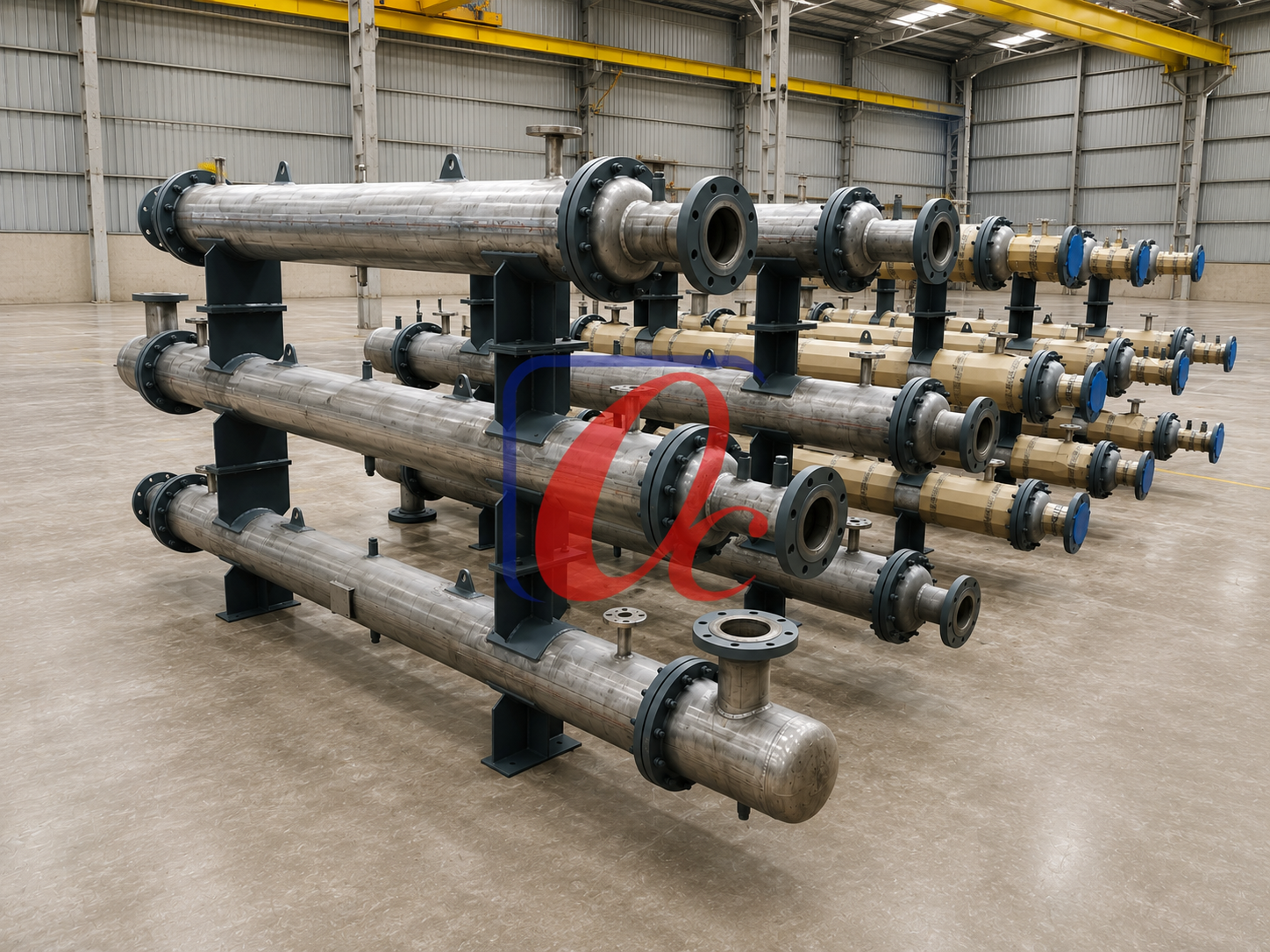
Our Shell & Tube Product Range
Shell & Tube Condenser
Used for condensing vapours into liquid form in process and refrigeration systems.